
您可能听说过3D打印。原本应该是新的“工业革命"。人们将能够在自己的家中制造任何东西!您的汽车升级可以在几分钟内完成打印。它尚未席卷全球,但我在这里是为您介绍入门所需的一切。
在开始之前,我们先澄清一件事。它不会即插即用!没有机器是没有问题的,或者不需要维护或工作。这并不总是最简单的爱好,但它非常有趣。如果您仍然感兴趣,请继续阅读。如果您希望获得3D打印的所有好处(没有任何麻烦),请查看在线打印服务3D集线器和Shapeways。
什么是3D打印?
3D打印是什么增材制造的一种形式。对象建在小的层中,一次又一次地堆叠在一起。这可能是一个很慢的过程,但确实有很多好处。为了进行比较,减法制造过程从一整块材料开始,直到最终产品诞生为止,才去除残渣。例如大理石雕刻和CNC铣削(这是计算机数控)。 3D打印机从技术上讲是CNC机器的一种,但很少被提及,它会令人困惑!
3D打印已经存在了很长时间。自1980年代以来,设计人员和工程师就可以使用商用3D打印机-这些打印机通常要花费数万美元,有时还需要昂贵的支持合同进行日常维护。由于专利到期,最近出现了“爱好" 3D打印的爆炸式增长。随着更多专利在不久的将来到期,3D打印技术将继续增长。如今,您可以花$ 1,000或更少的价格为自己的房屋购买3D打印机。
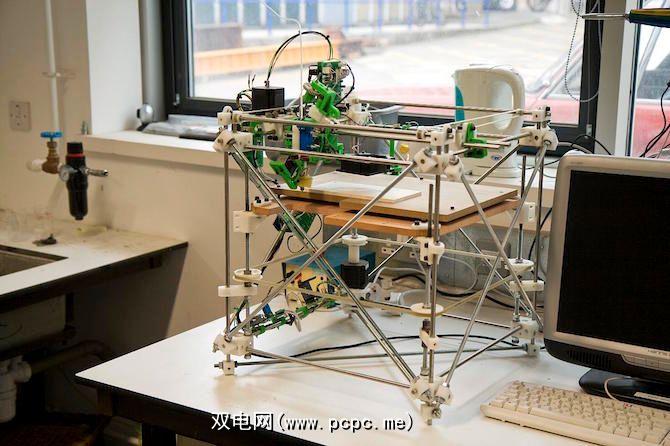
看看这种型号的埃菲尔铁塔。注意它是如何随着床向下移动而出现的。这完全可以代表3D打印机的外观。
术语
在深入研究3D打印之前,您可能会遇到一些常见的术语。
长丝-一种制成长股线(例如电缆)的材料(通常是塑料)。某些类型的3D打印机使用这些来制造对象。
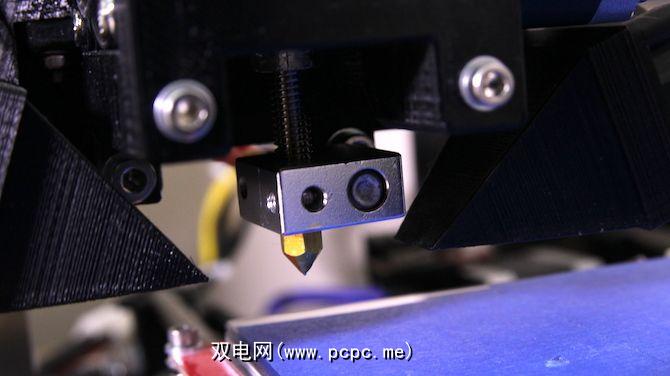
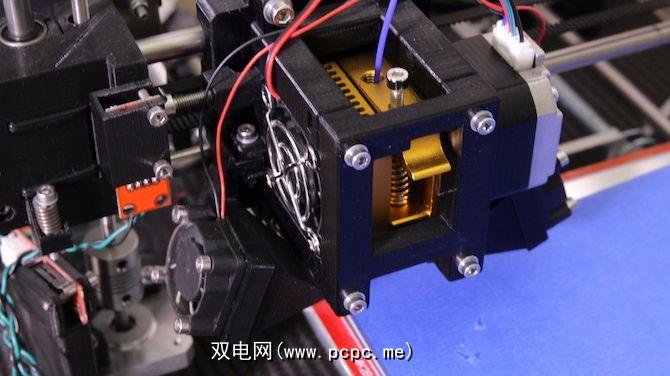
挤出机-机器中熔化材料的部分。
喷嘴-一个小孔,熔融的长丝从该孔中推出(“挤出")。
床-在其上生成3D打印物体的表面。
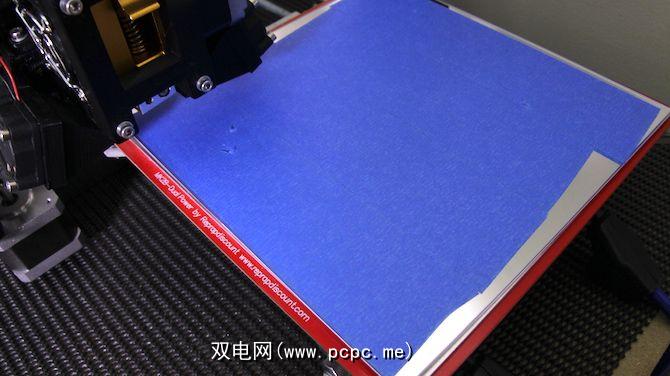
加热床-加热后的打印表面可提供更好的附着力。
步进电机-精确而又强大的电机,用于移动打印机的各个部分。
G代码-用于说明制造零件所需的每一个动作的机器的说明。
Slicer -一种用于将3D模型转换为G代码的软件。
轴 > —运动参考线。 3轴机床可以在 X (从左到右), Y (从前到后)和 Z (向上和向下)移动。
托架-挤出机所在的运动部件。
可以做什么
几乎所有东西! 3D打印部件将不会很快替代传统的制造技术进行大规模生产-打印机速度不够快,或无法达到所需质量。 3D打印真正的亮点在于原型和家庭生产市场。假设洗衣机的转盘坏了,制造商报价您30美元的价格购买一小块塑料加上运费。为什么不设计自己的替代产品并在一天内投入运行,而费用却只是其中的一小部分?
看看这些方法,您可以在家中使用3D打印机以获取更多启发。

福特汽车公司有3D打印超过500,000原型汽车零件,500,000原型汽车零件的原因是有原因的。拥有修改组件然后再次打印的功能,可以节省大量时间,即使该零件要花五个小时才能加工,仍然是一个非常快速的过程。

您可以在家打印这六种游戏。
打印机类型
现在,您知道3D打印是什么了,让我们看一下不同类型的机器。印刷过程有两种类型:熔融沉积建模和立体光刻。这些都有各自的优缺点,因此这里是基础。
熔融沉积建模(FDM)是最简单,最受欢迎的印刷方法。打印材料被推入热管。将该管推向四周以绘制所需的形状,就像将消息传递到蛋糕上一样。温度因材料而异,但是 200C / 392F 大约是用塑料印刷的消费类计算机的平均温度。
受欢迎的型号:
这是当前最受欢迎的打印过程。价格从200美元到数千美元不等。 FDM机器有许多不同的制造商和型号。他们分多层印刷塑料,每层都建在上一个较低的层上。机器从底部开始向上建造。这可能意味着复杂的形状或没有平坦轴的物体可能很难在其上开始制造。
模型通常在构建每一层时都有“线"。

每1kg / 2.2lbs材料的大约成本:25美元。
Stereolithography( SLA )与FDM有很大不同。首先从一个特殊的液态塑料(称为光敏聚合物树脂)容器开始。紫外线激光对准树脂的顶部,使其固化(不是全部,只是一小层)。就像FDM一样,每一层都被“拉伸"并相继固化。这些机器从上到下工作,将物体从液体中拉出。

使用SLA制作的模型非常平滑,分辨率极高。它们的打印速度比FDM机器快,但是它们不常见,更昂贵,并且依赖昂贵的树脂。
受欢迎的模型:
每1千克/2.2磅材料的估计成本:100美元。
价格尽管平均价格比FDM机器高很多,大约为1,500美元。
本指南将重点介绍FDM机器,因为它们相对易于使用且颇受欢迎。
除了制造过程外,还需要了解另一个重要规范:坐标系。这是每台打印机将热端移动到床周围的方式。两个主要变体称为笛卡尔和 delta 。还有其他系统(例如 polar )以及几种独特的设计,尽管最好坚持使用流行的系统。使用几千人使用的坐标系,可以更轻松地解决任何潜在的问题。
笛卡尔坐标机非常类似于传统的喷墨打印机或激光打印机。它们具有X轴,Y轴和Z轴,并带有一个或多个步进电动机来驱动每个电动机。它们将具有正方形或矩形床,并且整个床沿一个轴移动并不罕见。直角坐标打印机看起来像这样:
Delta打印机也利用X,Y和Z轴,但是有一个重要的区别。三角洲机器将挤出机的三个臂悬吊成三角形。他们几乎总是会有一个不动的圆形印刷床。这些机器设计用于快速打印零件!
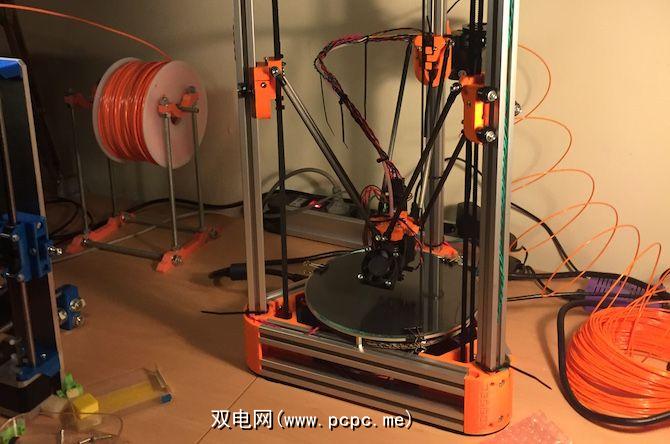
它们非常适合高而窄的模型。它们仅比传统的笛卡尔机器稍微昂贵和复杂,因此它们是绝佳的替代选择。
打印材料
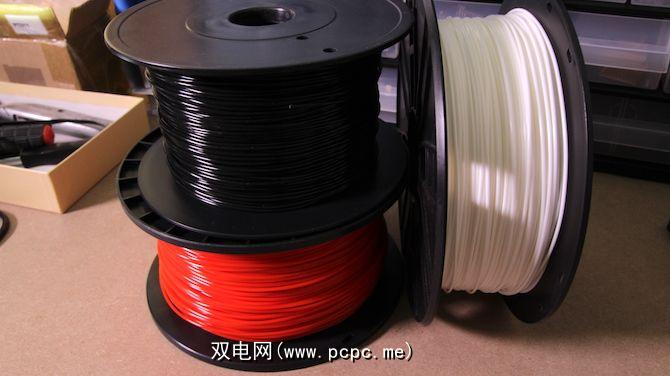
就像有数百种不同的打印机样式,尺寸和价格方面,有数十种印刷材料(用于FDM机器的长丝)。您现在应该关注的主要两个是 ABS 和 PLA 。还有其他材料受到欢迎(尼龙具有较高的强度,而木质材料则具有不同的质地),但是使用起来并不总是那么简单。
聚乳酸( PLA )是源自可再生资源的可生物降解塑料,例如甘蔗或玉米淀粉。结果,用它打印时会散发出半甜的气味。它是最容易打印的材料之一,同时仍保持高强度。 PLA可能很“粘",容易堵塞。确保遵循所有制造商的建议。
ABS ,或称丙烯腈丁二烯苯乙烯,是乐高积木的原料。它源自化石燃料,坚固耐用。它是不可生物降解的,使用它进行印刷会散发出强烈的“燃烧塑料"气味。尽管打印时可能会遇到挑战,但它仍然是最受欢迎的材料选择之一。通常需要加热床以防止翘曲和不良的床粘合性。印有ABS的零件可以很容易地打磨和平滑。
PLA和ABS都可以购买多种颜色。必要时,PLA可以是半透明的颜色。
FDM机器使用细丝形式的塑料。通常在500g(1.1lbs)到1kg(2.2 lbs)的卷轴或线轴上提供。
选择机器
做出决定时,为您选择合适的机器很重要和您的需求。您是否正在购买市场上最便宜的型号?您要买最贵的吗?客户支持是什么样的?是否有一个活跃的支持社区,其中的用户可能已经解决了常见问题?
确定对您来说最重要的功能。可靠性和质量应该在您的清单上很高。有些机器可以非常快速地打印非常,而有些机器可以打印大型物体。虽然并非每台机器都能很好地完成所有任务,但某些型号在许多方面都能做得合理。
选择打印机不应该一时兴起或一时兴起。我已经拥有三台3D打印机,出于以下原因,我很后悔购买了第一台3D打印机。
要考虑的一个重要因素是维护。大多数机器使用皮带驱动的X和Y轴,以及丝杠驱动的Z轴。并非所有机器都这样运行,但这是一个相当常见的设计选择。皮带需要校准和收紧,因此,如果没有办法,也许该型号不是您的最佳选择。
我的第一台机器很合理,但是随着时间的流逝,皮带开始起作用松散,并且需要定期维护和校准(所有打印机都是这种情况)。当我去系紧安全带时,没有办法这样做,制造商已经停止交易。不仅如此,由于该机器周围没有社区,因此有关此特定设计的信息也不多。

这导致了另一个重要因素:社区。在许多流行的模型中,存在着庞大的在线社区,通常都有针对常见问题的解决方案。此信息对于提高打印质量和维护打印机非常有用。
要考虑的最后一个重要功能是运行成本。如上所示,灯丝购买起来相当便宜。许多不同的制造商生产几乎所有用途和预算可想到的各种材料和颜色。一些精选的制造商试图引入专有的灯丝“墨盒",使您只能从该公司购买灯丝。这是为公司赚钱的绝佳机会,但对消费者而言却是一笔糟糕的交易。我建议您远离任何强迫您使用专有灯丝设计的机器。
有关此的更多讨论,请参见我们的最佳预算3D打印机指南。
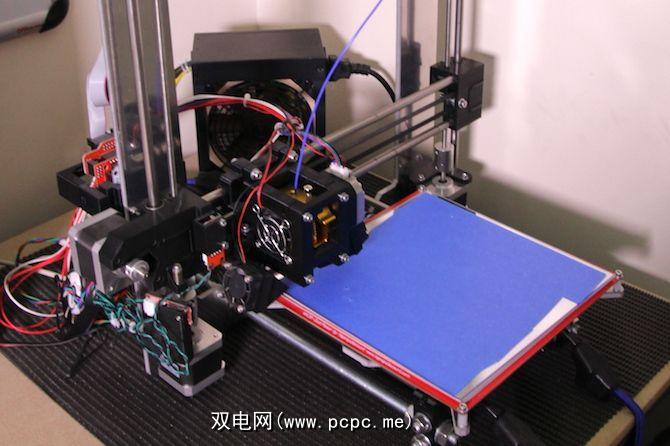
RepRap该项目是一个开源的3D打印机运动。许多机器使用3D打印的组件,其余的组件很容易获得(通常在五金店中)。 RepRap社区很大,而且由于这个社区而已解决了许多问题。
RepRap是您可以购买的最好的机器之一。不仅有庞大的支持社区,而且还有许多久经考验的设计。机器可以套件形式购买,也可以完全组装。成百上千的零售商出售自己喜欢的流行套件,可以从亚马逊或Ebay便宜地购买替换零件和升级版。
许多套件的售价非常低。尽管其中一些可能本身并不坏,但组装不良的组件或在错误的位置(例如电源)削减成本都可能导致麻烦。 3D打印机着火的情况很少见,而且确实会发生,尽管任何3D打印机都有可能引起火灾,但可以通过从信誉良好的零售商处购买并选择总体评价良好的机器来降低这种风险。

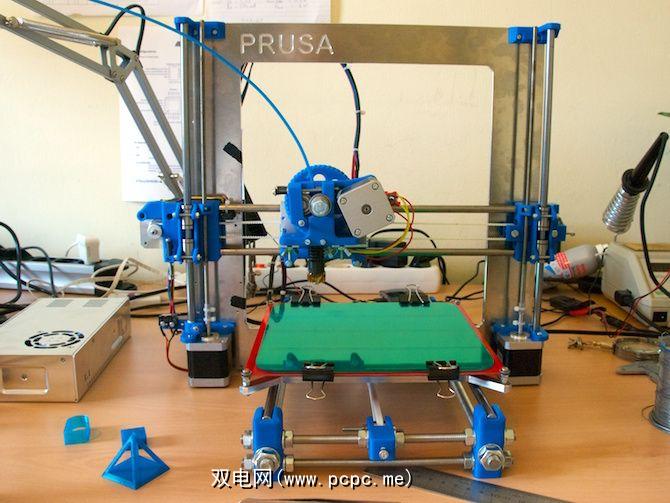
如果您要购买RepRap,我建议您从Prusa Research购买Prusa I3 MK2。用户数量众多,可进行数百种修改和改进。这款特殊的打印机以套件或预装形式提供,并经过高度校准。 Prusa Research自行设计了Prusa模型,虽然这并不是周围最便宜的机器之一,但此机器的设计和配置确实会为您节省很多麻烦。
第一张印刷本
Now that you have chosen a machine, and it’s been delivered and setup, it’s time to start 3D printing! I’m afraid buying the machine is only the start of the process. Most machines run off an SD card, or your computer. You could install Octopi, a Raspberry Pi Distribution written for 3D printing, but that’s a bit advanced for today. Learn the basics first, then you will know everything you need to configure an internet controlled printer.
无论您的计算机如何控制,每台计算机都以相同的方式获取指令。这是一个分步骤的过程:
3D模型
The first thing you need is a model to print! Thingiverse is one of the more popular websites for sharing models, with most models already available as STL files. You will want to start with a test cube or calibration model to ensure everything is configured correctly. If you are feeling adventurous, you could design your own models. Many programs can do this. Google Sketchup is a popular free tool, and it’s easy to learn:
请确保您阅读了Blender初学者的Sketchup简介。
如果您像我一样,并且不太擅长艺术,那就不要害怕! OpenSCAD是另一个免费工具,可让您使用代码设计模型!它使用起来很简单,我只用五行代码设计了这个挖空的立方体:
$fn = 100;difference() { cube(size = [10,10,10]); translate([10,10,10]) sphere(r = 6.5);}
转换为STL格式
现在您要打印的模型需要转换为STL格式。这代表 STereoLithography ,它是用于3D打印的相当通用的3D模型格式。许多工具都可以用这种格式保存文件。几乎所有Thingiverse文件都可以下载为STL。如果您使用的是Google Sketchup,则需要下载sketchup-stl扩展名才能导出STL文件。
使用切片器
您可能听说过切片器。这些软件将您的STL文件转换为一组称为G代码的指令。 G代码已经存在了很长时间,并且已在工业机器和3D打印机上使用。 G代码通常是特定于您的计算机的。
有许多不同的切片器可用。它们主要具有相同的功能,并且当您只是从简单模型开始时,选择哪个切片器并不重要。您的机器制造商可能会推荐一个,甚至提供一个默认的或开始使用的配置文件,甚至会更好!
一些受欢迎的选择是:
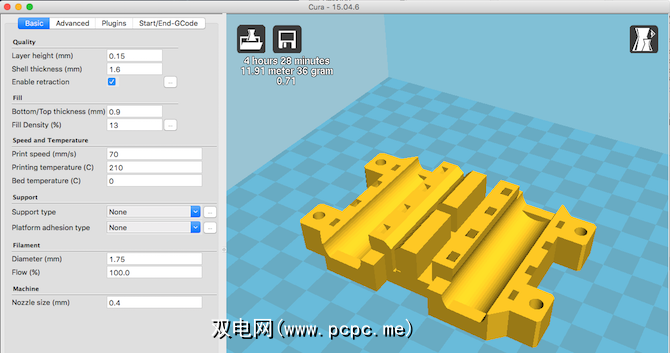
您选择的切片器有很多设置。这是一些常见的东西以及它们的作用。
这确定了每一层的厚度。数量越少,层数越多,打印质量越高(以速度为代价)。良好的权衡是0.15或0.2mm。高质量的打印可能会使用0.05mm的层高,但这会非常慢!通常建议在第一层使用略高的高度,因为这有助于使物体更好地附着。
这里是不同层高度之间的比较。从左到右从细到粗:

这是外壁应该有多厚。您将希望它是一个合适的尺寸,否则填充可能会显示出来。视您的型号而定,壁厚在2到4倍之间都是合适的。该模型)。有时候可能难以微调,因此请遵循默认设置或制造商建议的设置。
3D打印的对象内部很少会100%固定。这样做是为了节省塑料并提高打印速度。顶层和底层是坚固的,因此您可以指定它们的厚度。六层是一个合理的数字。太低,您可能会注意到半空心填充物通过表面出现或起泡。
Expressed as a percentage, this is how solid the interior should be. Model designers will usually specify this figure, as some parts may require a higher strength fill. A value of 20 percent to 30 percent will usually be sufficient.
填充图案用于半空心内部。六边形或蜂窝状设计很常见,但是由于通常不会看到,因此请暂时使用打印机/切片机的默认设置。在这里,您可以在打印的此横截面上看到蜂窝填充图案:

打印速度是非常重要的设置。打印速度太快几乎总是会导致打印质量下降。缓慢打印将改善质量(但可能并不总是实用的)。这应该设置在速度和质量之间的中间位置。坚持使用默认的切片器。 70mm /秒的打印速度将是相当快的。 40mm / s的速度会很慢,但是质量很高。该视频重点介绍了打印速度的差异:
温度是另一种对质量影响很大的设置。不幸的是,它取决于许多因素。也许您的热敏电阻(数字温度读取器)仅精确到+/- 5度。不同的材料具有不同的印刷温度,甚至不同的颜色和相同灯丝的制造商也会在理想温度下发生变化。从切片器默认值开始(对于 PLA ,大约 210C ,对于 ABS , 230C )。如果温度太高,则模型看起来可能会被压扁,甚至可能被烧毁。一次降低温度5度,直到找到合适的水平。您可能需要对使用的每种不同的灯丝进行此操作。
如果您的机器配有加热床(并非所有床都有),则将其设置为切片机默认设置。在ABS中打印需要加热床,但PLA并不总是需要加热床。
加热床可以使打印的底部保持温暖(通常在 70C 左右)。如果没有加热床,您可能会发现很大一部分的底部变凉了,变得粘滞了。这称为翘曲,如果零件100%松开,则通常会损坏打印件。想一想传统的打印机或复印机:如果在纸张周围晃动,墨水将如何放置在正确的位置?
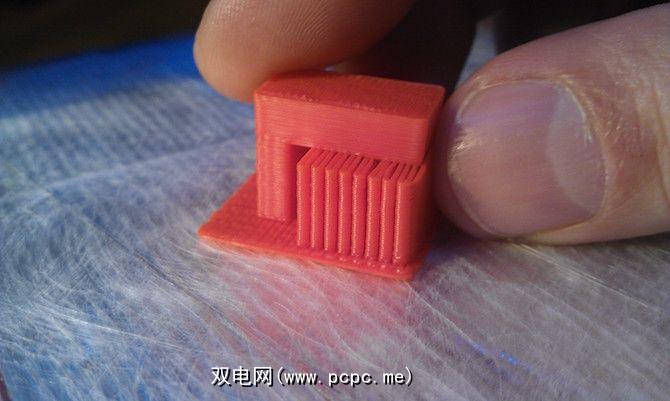
Support is another setting you may not initially need. If you are printing a complex model, maybe a figure or curved object with overhangs greater than 90C, a support structure is needed to hold up the parts that will not print otherwise. Think of it like scaffolding for 3D printed parts. This often leaves minor marks on prints that need cleaning off. Support is not needed for simple shapes and calibration parts. In the image below you can see the support structure as a concertina of thin plastic.
这里有两种主要的粘附类型。第一个是筏,听起来很准确。这将首先打印一个小木筏,然后在其上打印您的模型。这减少了打印表面不均匀的问题。业余爱好3D打印刚开始时,木筏已被广泛使用,但是现在机器质量已得到显着改善,因此不再经常使用它们。
臂架仍在定期使用。这些就像模型上的裙子或外层。它们增加了表面积,并有助于减少翘曲。它们通常只有一层或两层。
长丝主要以两种直径出售: 1.75mm 和 3.00mm ,并且越来越多地达到1.75mm常见,因为它加热起来更快。您的打印机将仅设计为一种尺寸。在不更改热熔胶和挤出机的情况下,无法混合不同的尺寸。几乎所有出售的长丝的直径都有一些变化。高质量的灯丝变化较小。直径变化很大的细丝可能会不一致地工作,并可能导致堵塞。
此细丝直径设置可让您调整细丝的确切直径。在一米内的三个位置测量细丝直径,并将结果取平均值。输入该平均直径。
流量百分比用于调整将要排出的塑料量。默认情况下为100%,但是您可以根据需要增加或减少此值,以减少过度挤压或在挤压下固定。
大多数机器的喷嘴尺寸为0.4mm。较小的喷嘴可以提高打印质量,但会牺牲速度。 0.3mm喷嘴变得越来越普遍。使用什么尺寸的喷嘴实际上并不重要,只需确保在此处输入正确的尺寸即可。
如果不确定该从哪开始,很多切片机都带有常见机器的默认模板。如果您拥有一个流行的型号,则Google快速搜索“打印机型号切片器设置"可能会产生许多结果。这是您的机器研究可能获得回报的地方。具有良好支持的打印机或庞大的社区可能意味着您可以下载其他人的设置,或者您的制造商甚至可以提供设置-其中一些可以做到!
此视频显示了高质量的打印件。类似于较小的层高,较小的喷嘴可以帮助提高质量(但这不是唯一的方法)。
G代码
您的切片器将生成G代码。这是机器打印模型的一组说明。这通常是特定于您的,并且包含您当时的设置。最后一步是打印模型。您需要将G代码上传到打印机。尽管许多打印机将通过SD卡运行G代码,但这通常通常直接通过USB完成。
我希望SD卡保持整洁。我为不同的项目创建文件夹,并在G代码文件前加上估计的打印时间以及任何特定的打印注释。确保删除任何会产生不良结果的G代码。大多数切片机都会提供估计的打印时间,以及灯丝的使用量和毛坯成本。

变形
希望到这一点,您将拥有一台能正常工作的3D打印机,并且具备丰富的知识如何运作最具挑战性的问题之一是翘曲。即使在完美的机器上,它仍然会发生。翘曲的主要原因是床粘附。有时,一个角从床上伸开并“卷曲",破坏了原本完美的打印效果。 ABS翘曲特别麻烦。
一些常见的解决方法:

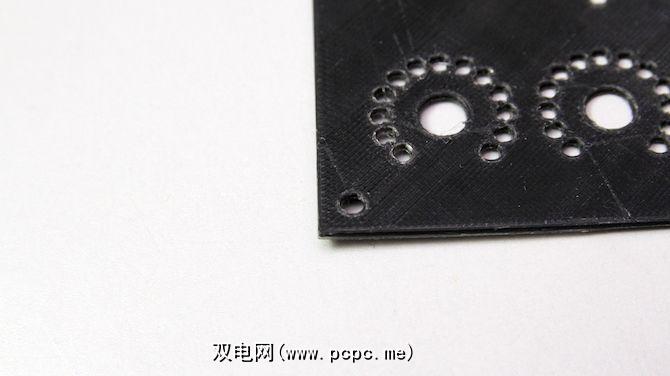
有时,即使正确执行所有操作,也会发生翘曲。一些最困难的零件是大而平的零件。即使具有完美的附着力和设置,它们也会翘曲。这里发生的是收缩的结果。打印的顶部与底部的冷却速度不同。这足以在某些打印件上成为问题。加热床可以帮助您解决很多问题,或者您可以使用吹风机加热后再弯曲一下。
查找帮助
您不知道为什么打印失败。以下是一些有用的资源可为您提供帮助:
为什么不考虑为您的新打印机进行DIY项目?签出我们的DIY快捷按钮-两个使用3D打印部件的项目!
您现在应该(几乎)知道开始3D打印所需的一切!您正在使用什么打印机?您遇到哪些常见问题?让我们在下面的评论中知道!
图片来源:FabrikaSimf / Shutterstock